Today we will learn about friction welding principle, working, types, application, advantages and disadvantages with its diagram. Friction welding is a solid state welding process. Solid state welding are those welding process in which no external heat is applied or no molten or plastic state involves. In this type of welding, welding occurs due to external pressure applied into the solid state. In friction welding process, both the plates or work piece to be joint are in either rotating or moving relative to one another. This relative movement produces friction which displaces material plastically on contact surface. A high pressure forced applied till completed the weld. This welding is used to joint steel bars, tubes up to 100 mm diameter.
Friction Welding:
Principle:
Friction welding works on basic principle of friction. In this welding process, the friction is used to generate heat at the interference surface. This heat is further used to join two work pieces by applying external pressure at the surface of work piece. In this welding process, the friction is applied until the plastic forming temperature is achieved. It is normally 900-1300 degree centigrade for steel. After this heating phase, a uniformly increasing pressure force applied until the both metal work pieces makes a permanent joint. This joint is created due to thermo mechanical treatment at the contact surface.
Working:
There are many types of friction welding processes which works differently. But all different these processes involves common a working principle which can be summarize as follow.
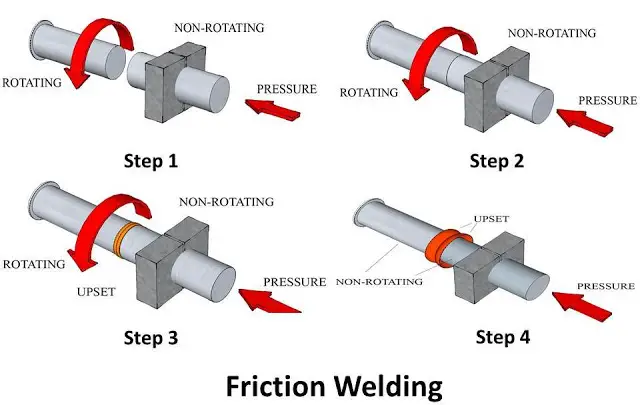
First both the work pieces are prepared for smooth square surface. One of them is mounted on a rotor driven chuck and other one remains stationary.
The rotor allows rotating at high speed thus it makes rotate mounted work piece. A little pressure force is applied on the stationary work piece which permits cleaning the surface by burnishing action.
Now a high pressure force applied to the stationary work piece which forces it toward rotating work piece and generates a high friction force. This friction generates heat at the contact surface. It is applied until the plastic forming temperature is achieved.
When the temperature is reached the desire limit, the rotor is stopped and the pressure force is applied increasingly until the whole weld is formed.
This welding is used to weld those metals and alloys which cannot be welded by other method.
Types:
Continuous induce friction welding:
This welding is same as we discussed above. In this welding process, the rotor is connected with a band brake. When the friction crosses the limit of plastic temperature, the band brake comes into action which stops the rotor but the pressure applied on the work piece increasingly until the weld is formed.
Inertia friction welding:
In this type of friction welding the band brake is replaced by the engine flywheel and shaft flywheel. These flywheels connect chuck to the motor. In the starting of the welding, both flywheels are connected with one another. When the speed or friction reaches its limit, the engine flywheel separated from the shaft flywheel. Shaft flywheel has low moment of inertia which stops without brake. The pressure force is continuously applied to the work piece until the weld is formed.
Application:
For welding tubes and shafts.
It is mostly used in aerospace, automobile, marine and oil industries.
Gears, axle tube, valves, drive line etc. components are friction welded.
Hydraulic piston rod, truck rollers bushes etc. are join by friction welding.
Used in electrical industries for welding copper and aluminum equipment’s.
Used in pump for welding pump shaft (stainless steel to carbon steels).
Gear levers, drill bits, connecting rod etc. are welded by friction welding.
Advantages and Disadvantages:
Advantages:
It is environment friendly process without generation smoke etc.
Narrow heat affected zone so no change in properties of heat sensitive material.
No filler metal required.
Welding strength is strong in most cases.
Easily automated.
High welding speed.
High efficiency of weld.
Wide variety of metal can be weld by this process.
Disadvantages:
This is mostly used only for round bars of same cross section.
Non-forgeable material cannot be weld.
Preparation of work piece is more critical
High setup cost.
Joint design is limited.
This is all about friction welding principle, working, types, application, advantages and disadvantages. If you have any query regarding this article, ask by commenting. If you like this article, don’t forget to share it on your social networks. Subscribe our website for more interesting articles. Thanks for reading it.















i like this very much