Today we will discuss about tool wear, is mechanism, types and mainly focus on Flank wear, Crater wear and Nose Wear. Tool wear is common phenomenon is metal cutting. Before discussing about tool wear we should learn about how a tool fails. The cutting tools fail due to following three conditions.
1. Breakage of tool due to excessive shock and force.
2. Tool wears due to plastic deformation or change in chemical
of physical condition of tool.
of physical condition of tool.
3. Gradual wear like flank wear, crater wear etc.
The first two wear breakage wear and wear due to plastic deformation are very harmful for both machine and work piece. So it should be totally eliminated by using favorable condition and taking high factor of safety.

Gradual wear can’t be totally eliminated but can be reduce. Today we will discuss about this wear causes, mechanism, types like flank wear, crater wear, nose wear, favorable condition etc. Generally tools are made by hard and brittle material. It cuts material by plastic deformation. When sharp edge tool rubs over the work piece, shear off some material and give desire shape of work piece. Due to this rubbing and many other mechanism tool also worn out, which is known as tool wear. Every tool has specified tool life which is depends on its material, work piece material, cutting conditions etc. Today we will discuss all about these.
Tool Wear:
Tool Wear Mechanism:
1. Abrasive wear:
This wear is depends upon work hardening of work piece. When the tool cut the work piece, some small chips are forms which act as hard particle. These hard particle acts as small cutting edge like grinding wheel, which cause tool wear.
2. Adhesion wear:
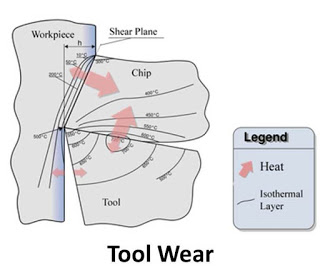
This tool wear is due to sliding of chips over the tool. The chips forms by metal cutting are hard and have high temperature. This is wear is due to rubbing of these chips over the tool. This wear cause due to high friction and high temperature of chips flowing over tool face.
3. Diffusion:
Diffusion means diffuse of hard metal into soft metal due to high temperature of contact surface between hard material and soft material. In tool wear chips act as hard material and tool act as soft material.
4. Oxidation:
Oxidation mean diffuse of oxygen particle tool face. It is also depend surface temperature of tool and tool material.
5. Chemical decomposing:
Due to high temperature and pressure there is change in chemical composition of tool which reduces its life.
Types of Tool Wear:
 |
| Flank Wear, Crater Wear and Nose Wear |
1. Flank wear:
Flank wear is due to abrasive action of discontinuities like debris from built up edge etc. It wears out side and end flank of the tool. It is occur at tool work-piece interface. This wear predominates at low speed.
2. Crater wear:
Crater wear generally occur in machining ductile material due to abrasion and diffusion of metal at face of tool. It is occur at face at a short distance from cutting edge. This wear predominates at high speed.
3. Nose wear:
Nose wear are consider as separate part of wear. It wears out the tool corner. It is the matting part of flank and face which is combination effect of crater wear and flank wear. It is considered as separate wear because the tool corners are very important for proper cutting of work-piece.
Tool wear can be reduce by proper cooling and lubricate because the major cause of tool wear is friction and temperature rise due to friction. Lubricate reduce friction between chips and tool which reduce tool wear tool. It can also be reduced by using high hardness and abrasion resistance tool and high resistance to adhesion and diffusion.
Today we have discussed about tool wear mechanism types like flank wear, crater wear, nose wear its favorable condition etc. If you have any doubt about this article asks by commenting. If you like this article, don’t forget to share it on social networks. Thanks for reading it.


Good