Today we will learn about plasma arc welding principle, types, working, equipment’s, application, advantages and disadvantages with its diagram. Plasma arc welding is a liquid state welding process in which, the metal to metal joint forms in molten state. The hot ionized gases are known as Plasma. These hot ionized gases used to heating the work plates, and the joint is created due to fusion. This welding process is same as TIG welding process except plasma is used to weld the work pieces instead of arc. Filler material may or may not be used in this type of welding. One big advantage of plasma arc welding is that, it uses less current input compare to TIG or MIG processes for produces same heat.
Plasma arc welding:
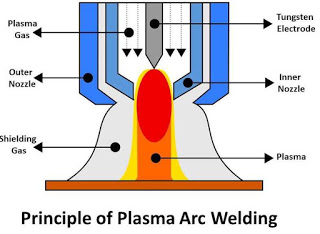
Principle:
The hot ionized gases are known as plasma. When a sufficient amount of energy provided to any inert gas, some of its electrons breaks free from its nucleus but travel with it. After the electrons leave, the atoms are converted into hot ionized state. It is most common state of matter witch is known as fourth state of matter. These ionized atoms have high heat contain which is further used to join two plates. This is basic principle of plasma arc welding. This welding is extended form of TIG welding in which, a non-consumable tungsten electrode is used to produce arc. This arc heats up the inert gases which are provided from inner orifice around tungsten electrode. The heating temperature is about 30000 degree centigrade at which the gas converts into ionized form. This hot ionized gas further used to create a welding joint by fusion.
Equipment’s:
Power Source:
PAW process needed a high power DC supply to generate electric spark in between tungsten electrode and welding plates (For transferred PAW Process) or in between tungsten electrode and discharge nozzle (For Non-transferred PAW process). One of the main features of plasma arc welding which make it different from TIG, is its low ampere welding capability. This welding can weld at low ampere of about 2 amp and maximum current which it can handle is about 300 amp. It needs about 80 volts for proper working. The power source consist transformer, rectifier and control console.
Plasma arc torch:
This is most important part of PAW process. This torch is quite similar as used in TIG welding but too complex. It consist four main parts which are tungsten electrode, collets, inner nozzle, and outer nozzle. The tungsten electrode is hold by the collet. The collet is available in varying diameters. The inner gas nozzle supply inert gases inside the torch to form plasma. The outside nozzle supply shielding gases which protect the weld area from oxidation. These nozzles wear out rapidly. PAW torches are water cooled because arc is contained inside the torch which produces high heat, so a water jacket is provided outside the torch.
Shielding and Plasma Gas Supply:
Generally, plasma gas is same as shielding gas which is supplied by a same source. Mainly inert gases like argon, Helium etc. are used as both inert and shielding gases. This gas is supplied at both inert and outer nozzles.
Filler Material:
Mostly no filler material is used in this welding process. If filler material is used, it is directly feed into weld zone.
Types:
Mainly plasma arc welding can be classified into two types.
Non-transferred plasma arc welding:
In this welding process, straight polarity DC current is used. In this process, the tungsten electrode is connected to the negative and the nozzle is connected to the positive pole. The arc produces between tungsten electrode and nozzle inside the torch. This will increase the ionization of gas inside the torch. The torch transfers this ionized gas for further process. It is used to weld thin sheets.
Transferred plasma arc welding:
This process also uses straight polarity DC current. In this process, the tungsten electrode is connected to the negative terminal and the work piece is connected to the positive terminal. The arc is produces between tungsten electrode and work piece. In this process both plasma and arc transferred to the work piece which increases the heating capacity of process. It is used to weld thick sheets.
Working:
This welding works on same as TIG instead, plasma is used to heat up the parent material. Its working can be summarized as follow.
First the work pieces are properly cleaned. The power source supply power which produces arc between tungsten electrode and nozzle, or tungsten electrode and workpiece.
The tungsten electrode gives a high intense arc which is used to ionization of gas particles and converts orifice gases into plasma. This hot ionized gas is supplied to the welding plates from a small orifice.
The shielding gases like argon etc. are supplied through pressure valve and regulating valve to the outer nozzle of welding torch. These gases create a shield around the welding area which protect it from atmospheric gases like oxygen, nitrogen etc.
The plasma strikes the welding plates and fuses it into one piece. Next the welding torch is moved in the direction of welding.
If the welding required filler material, it is fed by the welder manually.
This is whole working process of plasma arc welding.
Application:
This welding is used in marine and aerospace industries.
It is used to weld pipes and tubes of stainless steel or titanium.
It is mostly used in electronic industries.
It is used to repair tools, die and mold.
It is used to welding or coating on turbine blade.
Advantages and Disadvantages:
Advantages:
High welding speed.
High energy available for welding. It can be easily used to weld hard and thick work pieces.
The distance between tool and work piece does not effects the arc formation.
Low power consumption for same size weld.
More stable arc produced by PAW method.
High intense arc or high penetration rate.
It can work at low amperage.
Disadvantages:
Higher equipment cost.
Noisy operation.
More radiation.
High skill labor required.
High maintenance cost.
This is all about plasma arc welding, principle, working, equipment’s, types, application, advantages and disadvantages. If you like this article, don’t forget to share it on social networks. Subscribe our website for more interesting articles. Thanks for reading it.











Thank you sir it’s a very useful information to me
sir i have one doubt.. Woking or procedure are same na.?
yes