Today we will learn about thermite welding, principle, working, equipment’s, application, advantages and disadvantages. Thermite welding is a liquid state welding process in which the metal to metal joint created by melting of base material or applying filler material in liquid form. This welding is further classified into chemical welding process because the heat required for melting the base material or filler material is achieved by exothermic chemical reaction. The word “thermite” is used for mixture of aluminum metal and iron oxide in ratio of 1:3. This process was discovered by Goldschmidt in 1898. This welding is mostly used to welding railroads and electric connectors.
Thermite Welding:
Principle:
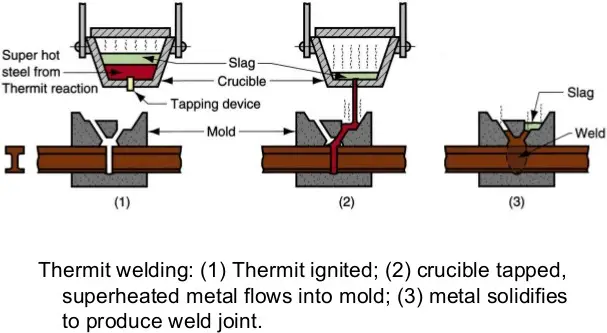
As we discussed thermite welding is a liquid state chemical welding process, in which joint formation takes place in molten state. Practically, it is combination of welding and casting process in which, the molten iron poured at the welding plates and allow solidifying to make a permanent strong joint. The molten state of iron creates without application of external heat or conventional furnace so this is taken as a welding process. In this type of welding, a mixture of aluminum and iron oxide is used in ratio 1:3 by weight. This mixture chemically reacts as follow.
8 Al + 3 Fe3O4 –> 9 Fe + 4 Al2O3 + Heat
This reaction gives aluminum oxide and iron and also liberate a huge amount of heat which coverts this mixture into molten state. Because the molten iron have higher density compare to aluminium oxide so it remains bottom of the crucible. There is an opening at bottom of the crucible from where, this molten iron poured at the required plates where we want to create joint. This is basic principle of thermite welding.

Equipment’s:
Refectory Crucible:
The thermite mixture of iron oxide and aluminum reacts in a refectory crucible. This crucible is made by graphite or other suitable refectory materials, which can handle temperature around 3000 degree centigrade. There is a gate at bottom of the crucible for exit of molten metal. The slag form by aluminum oxide floats over molten metal due to density difference which is removed from there.
Thermite Mixture:
A mixture of aluminum and iron oxide in proper ratio known as thermite mixture. The ratio of aluminum to iron oxide is about 1:3 by weight. In the copper thermite welding copper oxide with aluminum mixture is used.
Mold:
In the thermite welding mold is created by either graphite or sand. Graphite molds are permanent mold which is used to make various similar joints. Sand mold are used where the joint design is different every time. For making sand mold, wax pattern is used. This mold made around the part that needs to be welded. It receives the molten metal. The mold contains runner, riser, gating system, heat opening etc. same as used in casting.
Wax Pattern:
Wax pattern is used to make sand mold around the welding work pieces. The sand is rammed around the wax pattern to make sand mold. After proper ramming action, the mold is heated which removes the wax pattern by melting of it.
Moulding Flask:
The sand mold creates into the moulding flask. The wax pattern which is created around the weld cavity, is placed at the middle of the flask. The molding sand rammed into the flask to make sand mold.
Mold handle clamp:
This is a clamp which is used to fix moulding flask around the welding plates.
Ignite powder:
To ignite the thermite mixture, preheating of this mixture is essential, which is done by ignite powder. It is highly inflammable powder which can achieve the maximum temperature of 1300 degree centigrade which is essential to start thermite reaction.
Working:
Now we know basic principle and essential parts of thermite welding. Thermite welding is similar like a casting process in which the molten state of metal is created by the chemical reaction. Its working can be summarized as follow.
- First both the work pieces which are needed to be weld, are cleaned.
- Now a wax pattern is created around the weld cavity.
- A moulding flask is fixed around the joint with the help of mold handle clamp. This wax pattern is situated at the middle of the flask.
- Now the molding sand rammed around the wax pattern to create mold in which the molten metal will pour. This mold involves all necessary parts like runner, riser, pouring basin, gating system, opening for wax pattern etc. same as involves in casting.
- Now this mold is heated to remove wax pattern. The wax is
melted and run off from the wax pattern outlet prepared at bottom of the sand mold. - Now the thermite mixture is taken into the refectory crucible. The ignite powder is placed over the mixture. This mixture is ignited by a magnesium ribbon.
- This will start the thermite reaction which liberates a huge amount of heat. This reaction form molten state of iron which flows from crucible to sand mould.
- This molten metal fills the weld cavity and fuses the parent metal to make a permanent joint. This will allow to cool down. After proper cooling, flask is removed from the joint.
- After removing the flask, machining is done to remove the welding burr or other extra metal.
This working can be easily understood by following video.
Application:
- It is mostly used to weld railroad at the site.
- It was used to weld thick plate before introduce electroslag welding.
- They are used to repair heavy castings.
- It is used to weld cable connectors of copper.
- It is used to make structure joints in large ships etc.
- It is used to joint pipe, thick plate etc. where power supply is not available.
Advantages and Disadvantages:
Advantages:
- It is simple and easy process.
- Low setup cost.
- Metal joining rate is high.
- Thermite welding can be done at site where casting is impossible.
- This can be used where power supply is not available.
Disadvantages:
- It is used for limited metals like iron and copper.
- It is uneconomical for welding light parts.
- Highly depends on environmental condition like moisture contain, work piece alignment etc.
This is all about thermite welding principle, working, equipment’s, application, advantages and disadvantages. If you like this article, don’t forget to share it on social networks. Subscribe our website for more interesting articles. Thanks for reading it.
Image Source : https://www.slideshare.net/nageshkhandre/thermit-welding-nmk
Image Source : https://www.slideshare.net/nageshkhandre/thermit-welding-nmk





Hi . I want to know that how many years does the set of thermite potion can stay before used.
Pingback: Homepage