Today we will learn about explosion welding principle, working, types, application, advantages and disadvantages with its diagram. Explosion welding is also a solid state welding process in which the welding occurs without application of external heat. In this type of welding no additional filler material is used. This welding takes place without formation of plastic state. It is mainly used to join large surface area of dissimilar material which cannot be weld by other welding processes. This welding finds application to join large metal plates, cladding one tube on another, plugging of heat exchanger, join various electric connectors, join two pipes etc.
Explosive Welding:
Principle:
This welding process works on basic principle of metallurgical bonding. In this process, a controlled detonation of explosive is used on the welding surface. This explosion generates a high pressure force, which deform the work plates plastically at the interface. This deformation forms a metallurgical bond between these plates. This metallurgical bond is stronger than the parent materials. The detonation process occurs for a very short period of time which cannot damage the parent material. This is basic principle of explosion welding. This welding is highly depend on welding parameters like standoff distance, velocity of detonation, surface preparation, explosive etc. This welding is capable to join large area due to high energy available in explosive.
Basic terminology:
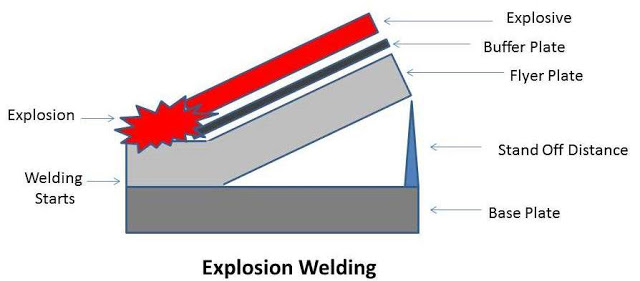
Base Plate: This is one of the welding plate which is kept stationary on a avail. It involves a backer which supports the base plate and minimizes the distortion during the explosion.
Flyer Plate: This is another welding plate which is going to be weld on base plate. It has lowest density and tensile yield strength compare tobase plate. It is situated parallel or at an angle on the base plate.
Buffer Plate: Buffer plate is situated on the flyer plate. This plate is used to minimize the effect or explosion on upper surface of flyer plate. This protects the flyer plate from any damage due to explosion.
Standoff distance: Stand-off distance plays a vital role in explosion welding. It is distance between flyer plate and base plate. Generally it is taken double of thickness of flyer plate for thin plates and equal to thickness of flyer plate for thick plates.
Explosive: Explosive is placed over the flyer plate. This explosive is situated in a box structure. This box placed on the flyer plate. Mostly RDX, TNT, Lead azide, PETN etc. used as explosive.
Velocity of detonation: It is the rate at which the explosive detonate. This velocity should be kept less than 120% of sonic velocity. It is directly proportional to explosive type and its density.
Types:
This welding can be classified into two types according to the setup configuration.
Oblique Explosion Welding:
In this type of welding process base plate is fixed on an anvil and filler plate makes an angle with the base plate. This welding configuration is used to join thin and small plates.
Parallel Explosion Welding:
As the name implies, in this welding configuration filler plate is parallel to the base plate. There is some standoff distance between base plate and flyer plate. This configuration is used to weld thick and large plates.
Working:
We have discussed about working principle of explosion welding. Its working can be summarized as follow.
First both the flyer plate and the base plate interface surface are cleaned and prepared for good weld.
Now the base plate fixed on the avail and the flyer plate place at the top surface of it at a pre-define distance (stand-off distance). The flyer plate may be inclined or parallel according to the welding configuration.
The buffer plate is set over the flyer plate. This plate protects the upper surface of flyer place from damage due to high impact force of explosion.
The prepared explosive is place into a box of same size of welding surface. This box is placed over buffer plate. There is a detonator at one side of the explosive. This is used to start explosion.
Now the detonator ignited the explosive which create a high pressure wave. These waves deforms the interface surface plastically and form a metallurgical bond between base plate and flyer plate. This bond is stronger than parent material.
Application:
Used to weld large structure sheets of aluminum to stainless steel.
It is used to weld cylindrical component like pipe, concentric cylinder, tube etc.
Weld clad sheet with steel in a heat exchanger.
Join dissimilar metals which cannot be weld by other welding process.
For joining cooling fan etc.
Advantages and Disadvantages:
Advantages:
It can join both similar and dissimilar material.
Simple in operation and handling.
Large surface can be weld in single pass.
High metal joining rate. Mostly time is used in preparation of the welding.
It does not effect on properties of welding material.
It is solid state process so does not involve any filler material, flux etc.
Disadvantages:
It can weld only ductile metal with high toughness.
It creates a large noise which produces noise Pollution.
Welding is highly depends on process parameters.
Higher safety precautions involved due to explosive.
Designs of joints are limited.
This is all about explosion welding principle, working, types, application, advantages and disadvantages. If you have any query regarding this article, ask by commenting. If you like this article, don’t forget to share it on your social networks. Subscribe our website for more interesting articles. Thanks for reading it.












Well explained 🙂
it is easy to understand
try to put video also
one of the great source of information on explosive welding. it really helped a lot for my project. this gives the best organised content. keep it up.