Today we will learn about ultrasonic machining, principle, working, equipment’s, application, advantages and disadvantages with its diagram. Ultrasonic machining is non-traditional machining process which is used to machine brittle and hard material. This machining process comes into existence in 1950 for finishing EDM surface. Now this process is used in many industries to remove metal due to its lower cost, no heat generation, and effective machining.
Ultrasonic Machining:
Principle:
It works on the same principle of ultrasonic welding. This machining uses ultrasonic waves to produce high frequency force of low amplitude, which act as driving force of abrasive. Ultrasonic machine generates high frequency vibrating wave of frequency about 20000 to 30000 Hz and amplitude about 25-50 micron. This high frequency vibration transfer to abrasive particle contains in abrasive slurry. This leads indentation of abrasive particle to brittle work piece and removes metal from the contact surface.
Equipment’s:
Power Source:
As we know, this machining process requires high frequency ultrasonic wave. So a high frequency high voltage power supply require for this process. This unit converts low frequency electric voltage (60 Hz) into high frequency electric voltage (20k Hz).
Magnetostrictive transducer:
As we know, transducer is a device which converts electric single into mechanical vibration. In ultrasonic machining magnetostrictive type transducer is used to generate mechanical vibration. This transducer is made by nickel or nickel alloy.
Booster:
The mechanical vibration generated by transducer is passes through booster which amplify it and supply to the horn.
Tool:
The tool used in ultrasonic machining should be such that indentation by abrasive particle, does not leads to brittle fracture of it. Thus the tool is made by tough, strong and ductile materials like steel, stainless steel etc.
Tool holder or Horn:
As the name implies this unit connects the tool to the transducer. It transfers amplified vibration from booster to the tool. It should have high endurance limit.
Abrasive Slurry:
A water based slurry of abrasive particle used as abrasive slurry in ultrasonic machining. Silicon carbide, aluminum oxide, boron carbide are used as abrasive particle in this slurry. A slurry delivery and return mechanism is also used in USM.
Working process:
Now we know about basic part and idea of ultrasonic machining. In this machining material is removed by indentation of abrasive particle on work-piece. It works as follow.
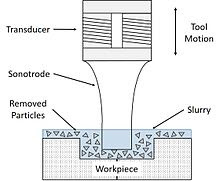
Diagram of Ultrasonic Machinie
First the low frequency electric current passes through electric supply. This low frequency current converts into high frequency current through some electrical equipment.
This high frequency current passes through transducer. The transducer converts this high frequency electric single into high frequency mechanical vibration.
This mechanical vibration passes through booster. The booster amplify this high frequency vibration and send to horn.
Horn which is also known as tool holder, transfer this amplified vibration to tool which makes tool vibrate at ultrasonic frequency.
As the tool vibrates, it makes abrasive particle to vibrate at this high frequency. This abrasive particle strikes to the work piece and remove metal form it.
This is the whole working process of ultrasonic machining.
Application:
This machining is used to machine hard and brittle material like carbide, ceramic, glass etc.
This is used in machining of die and tool of drill, wire drawing machine etc.
Used in fabrication of silicon nitrite turbine blade.
It is used to cut diamond in desire shape.
It is used machining of machining non-conductive hard material which cannot be machined by ECM or EDM due to poor conductivity.
Advantages and Disadvantages:
Advantages:
Hard material can be easily machined by this method.
No heat generated in work so there is no problem of work hardening or change in structure of work piece.
Non-conductive metals or non-metals, which cannot be machined by ECM of EDM can be machined by it.
It does not form chips of significant size.
Disadvantages:
It is quite slower than other mechanical process.
Tool wear is high because abrasive particle affect both work-piece and tool.
It can machine only hard material. Ductile metal cannot be machine by this method.
It cannot used to drill deep hole.
This is all about ultrasonic machining principle, working, equipment’s, application, advantages and disadvantages. If you have any query regarding this article, ask by commenting. If you like this article, don’t forget to share it on your social networks. Subscribe our website for more interesting articles. Thanks for reading it.
It varies from 0.8 mm to 15 mm depending upon the size and shape of the cut you need. This distance is known as NTD(Nozzle tip distance). More the NTD more the size and depth of the cut.









Which kind of Slurry is used?
4 types slury are used…
1.aluminium oxide
2.silicon carbide
3.boron carbide
4.diamond dust
Why abrasive particles are used?
Abrasive particles are responsible to cut the material.
What is the gap is Maintaining between the tool surface and workpiece surface ? Sir
It varies from 0.8 mm to 15 mm depending upon the size and shape of the cut you need. This distance is known as NTD(Nozzle tip distance). More the NTD more the size and depth of the cut.