Today we will learn about electrical discharge machining principle, working, equipment’s, advantages and disadvantages with diagram. This machining process uses electric spark to remove metal form work piece. This machining is same as removal of metal burr in presence of electric spark. An electric spark used as the cutting tool to cut the work piece and produce desire shape. This process is done by applying high frequency current through the electrode to work piece. The spark produce removes metal in form of very small chips. This process is done in a dielectric fluid.
Electrical discharge Machining:
Principle:
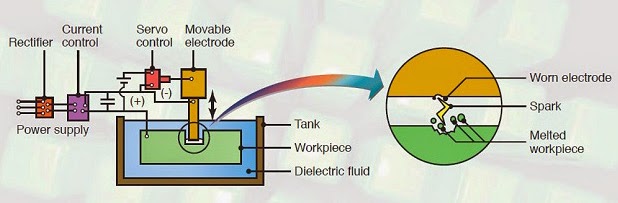
Electrical discharge machining process works on the basic principle of spark generation and metal removed by spark erosion. EDM spark erosion is same as electric spark which burn a small hole in a piece of metal through witch it contacts. The spark generated by this process produces heat, which remove metal by erosion and evaporation. In this machining process both the work piece and tool must be made by conductive material.
Diagram of Electrical Discharge Machining
Equipment’s:
The EDM process contains following equipment’s.
Power Supply:
In a EDM process a high frequency current used to generate spark between electrode and work piece. This spark generates heat and remove metal form work piece.
Dielectric fluid supply and flushing system:
The dielectric fluid acts as a vehicle to drive away the chips and thus preventing them from sticking to the surface. This fluid acts as flushing system for chips. It also helps in increasing the metal removal rate by promoting spark between tool and work. This fluid also works as coolant medium.
Tool and tool holding devices:
In EDM process, tool also erodes due to spark hence the selection of tool depends on wear ratio, ease to tool fabrication and cost of material. The most commonly used electrode material are Cu, Tungsten alloy, Cast Iron, Steel, Silver tungsten alloy, graphite.
Work piece and work holding devices:
In this process only good conductors of electricity can be machined. So the work piece should have good electric conductivity. This process does not depend on hardness of work piece so there is no criteria of hardness.
Working:
In this process, work piece should be well electric conductive. Only electric conductive material can be machined by this method. The working of EDM is as follow.
First both work piece and tool are submerged into dielectric fluid. The dielectric fluid help to control the arc discharge. This also removes suspended particles of work piece material and tool from the work cavity.
A servomechanism is used which maintains a very small gap between the work piece and the tool. This gap is desirable for proper arc formation. It is about the thickness of human hair.
The tool is made as the opposite shape of work piece.
A high frequency current supplied to electrode, which produces a spark between the tool and work piece. This spark generates high in work cavity.
The metal removed from the work piece due to erosion and evaporate ion.
The chips or suspended particle between tool and work pieceshould be removed to prevent them to form bridge that causes short circuit. This is done by continuous supply of dielectric fluid.
The EDM produce a cavity slightly larger than the electrode because of overcut.
For better understanding of EDM working process, watch the following video.
Advantages and Disadvantages:
Advantages:
Every conductive material can be cut by this process.
It is independent on hardness of workpiece so hardened work piece can be machined easily.
Complex die section and complex shapes can be produce accurately.
This process is burr free.
Thin section can be easily machined without deforming the part.
Disadvantages:
In this machining process high tool wear occurs.
Tool wears limits accuracy and surface finish of metal.
Only good conductors of electricity can be machined by EDM.
This is all about electrical discharge machining, principle, working, equipment’s, advantages and disadvantages with its diagram. If you have any query regarding this article, ask by commenting. If you like this article, don’t forget to share it on your social networks. Thanks for reading it.








What are its application
What are the Applications of EDM?
Mainly EDM is used for mold making where high accuracy is required.
1.Fine cutting with thread shaped electrode (wire – cutting EDM)
2.Driling of micro holes
3.Thread cutting
4.Helical profile milling
5.Rotary forming
6.curved hole drillimg
Spark k madadd se metal remove hota h
, Discharge fluid s current flow pure machine m nhi hota h
EDM MACHINATING ALUMINIUM MATERIAL POSSIBLE ?